










Tehniskā dokumentācija par presēšanas tehnoloģijas pamatiem
Iespiešanas zona kā izturīga alternatīva lodēšanas tehnoloģijai
IEVADS
Kopš ieviešanas telekomunikāciju nozarē iespiešanas tehnoloģija ir kļuvusi par atzītu galveno tehnoloģiju automobiļu un rūpnieciskajā elektronikā. Ņemot vērā pašreizējās tendences, piemēram, elektrifikāciju, autonomo braukšanu un Rūpniecību 4.0, prasības pret uzticamām un izturīgām savienojumu sistēmām nepārtraukti pieaug.
Īpaši nelabvēlīgās ekspluatācijas vidēs, kurās ir vibrācijas, temperatūras svārstības, mitrums un mehāniska slodze, iespiešanas tehnoloģija pārliecina ar augstu procesa drošību un ilgtermiņa stabilitāti. Neskatoties uz dažādiem presēšanas zonas dizainiem, visiem risinājumiem ir viens mērķis: izveidot ilgstoši mehāniski izturīgu un elektriski uzticamu savienojumu starp plašu un kontaktu.
To panāk, projektējot presēšanas zonu lielāku par plašu caurumu un to iespiežot ar noteiktu spēku. Tādējādi rodas gāzes necaurlaidīgs, elektriski stabils un mehāniski izturīgs savienojums ar nemainīgi zemu kontakta pretestību.
Īpaši nelabvēlīgās ekspluatācijas vidēs, kurās ir vibrācijas, temperatūras svārstības, mitrums un mehāniska slodze, iespiešanas tehnoloģija pārliecina ar augstu procesa drošību un ilgtermiņa stabilitāti. Neskatoties uz dažādiem presēšanas zonas dizainiem, visiem risinājumiem ir viens mērķis: izveidot ilgstoši mehāniski izturīgu un elektriski uzticamu savienojumu starp plašu un kontaktu.
To panāk, projektējot presēšanas zonu lielāku par plašu caurumu un to iespiežot ar noteiktu spēku. Tādējādi rodas gāzes necaurlaidīgs, elektriski stabils un mehāniski izturīgs savienojums ar nemainīgi zemu kontakta pretestību.
PAMATI
Iespiešanas tehnoloģijā elektriskais savienojums starp savienotāju un plašu tiek izveidots, iespiežot savienotāja kontaktu (pin) caurumā ar caurumiem, kas savienoti ar metāla slāni.
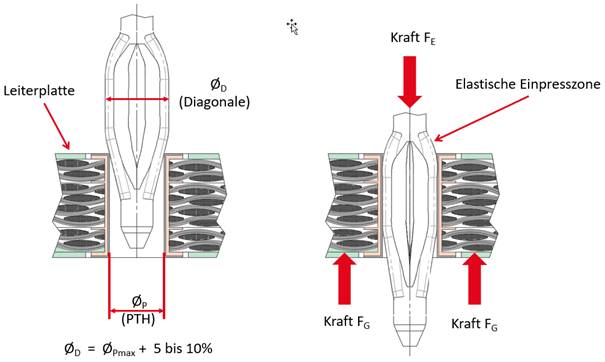
Iespiešanas tehnoloģija balstās uz vienkāršu principu:
kontakta iespiešanas zonas šķērsgriezuma diagonāle ir lielāka nekā metāla slāni pārklātā plašu cauruma diagonāle. Iespiešanas laikā radušos deformāciju uzņem kontaktstieņa elastīgā zona, tāpēc drukātās plātnes apvalks tiek deformēts tikai nedaudz. Tādējādi starp kontaktstieni un metalizētu drukātās plātnes caurumu rodas aukstā metināšana: gāzes necaurlaidīgs, pret koroziju izturīgs, zemas pretestības un augstas elektrovadītspējas savienojums. Tas paliek ilgstoši stabils pat pie augstām mehāniskām un termiskām slodzēm – piemēram, vibrācijām, liecēm un straujām temperatūras svārstībām.
Iesakām presēšanas procesa laikā veikt procesa uzraudzību. Spēka-attāluma analīzes, kā arī kameru sistēmas ļauj uzticami novērtēt savienojuma kvalitāti.
Papildus pierādītajai presēšanas tehnoloģijai ar mūsu presēšanas zonu Tcom press® ept piedāvā arī citas savienošanas tehnoloģijas, piemēram, lodētas caurumotās savienojumu sistēmas, THR vai SMT – katra pielāgota konkrētajai lietošanai.
Iespiešanas tehnoloģija balstās uz vienkāršu principu:
kontakta iespiešanas zonas šķērsgriezuma diagonāle ir lielāka nekā metāla slāni pārklātā plašu cauruma diagonāle. Iespiešanas laikā radušos deformāciju uzņem kontaktstieņa elastīgā zona, tāpēc drukātās plātnes apvalks tiek deformēts tikai nedaudz. Tādējādi starp kontaktstieni un metalizētu drukātās plātnes caurumu rodas aukstā metināšana: gāzes necaurlaidīgs, pret koroziju izturīgs, zemas pretestības un augstas elektrovadītspējas savienojums. Tas paliek ilgstoši stabils pat pie augstām mehāniskām un termiskām slodzēm – piemēram, vibrācijām, liecēm un straujām temperatūras svārstībām.
Iesakām presēšanas procesa laikā veikt procesa uzraudzību. Spēka-attāluma analīzes, kā arī kameru sistēmas ļauj uzticami novērtēt savienojuma kvalitāti.
Papildus pierādītajai presēšanas tehnoloģijai ar mūsu presēšanas zonu Tcom press® ept piedāvā arī citas savienošanas tehnoloģijas, piemēram, lodētas caurumotās savienojumu sistēmas, THR vai SMT – katra pielāgota konkrētajai lietošanai.
IELIEŠANAS TEHNIKAS PRIEKŠROCĪBAS
Salīdzinājumā ar tradicionālo lodēšanas tehnoloģiju iespiešanas tehnoloģija piedāvā daudzas priekšrocības kvalitātes, ekonomiskā, funkcionālā un ekoloģiskā ziņā. Tā izceļas ar ļoti augstu uzticamību un mehānisko izturību, kā arī ir īpaši izturīga pret triecieniem un vibrācijām. Turklāt tiek novērsti tipiski defekti, piemēram, aukstie lodējumi vai īssavienojumi.
Arī ekonomiskā ziņā presēšanas tehnika pārliecina ar savu remontējamību un izmaksu ziņā efektīvu montāžu. Funkcionālā ziņā tā nodrošina procesa drošu apstrādi bez termiskas slodzes uz plašu, tādējādi saudzējot komponentes. Vienlaikus savienotāju kontakti paliek bez lodēšanas alvas.
Turklāt iespiešanas tehnoloģija piedāvā ekoloģiskas priekšrocības, jo nerodas ne lodēšanas tvaiki, ne plūstošo vielu atliekas, un var iztikt bez papildu tīrīšanas procesiem. Tādējādi tā atbilst aktuālajām vides prasībām un direktīvām, piemēram, RoHS un WEEE.
Arī ekonomiskā ziņā presēšanas tehnika pārliecina ar savu remontējamību un izmaksu ziņā efektīvu montāžu. Funkcionālā ziņā tā nodrošina procesa drošu apstrādi bez termiskas slodzes uz plašu, tādējādi saudzējot komponentes. Vienlaikus savienotāju kontakti paliek bez lodēšanas alvas.
Turklāt iespiešanas tehnoloģija piedāvā ekoloģiskas priekšrocības, jo nerodas ne lodēšanas tvaiki, ne plūstošo vielu atliekas, un var iztikt bez papildu tīrīšanas procesiem. Tādējādi tā atbilst aktuālajām vides prasībām un direktīvām, piemēram, RoHS un WEEE.
PRESĒŠANAS METODES TRŪKUMI
Neskatoties uz daudzajām priekšrocībām, salīdzinājumā ar lodēšanas tehnoloģiju iespiešanas tehnoloģijai ir arī daži ierobežojumi. Tai ir augstas prasības attiecībā uz plašu kvalitāti, jo īpaši attiecībā uz caurumu diametriem un pielaidēm, un tā prasa īpašus instrumentus un iekārtas, kas rada augstākas investīciju izmaksas.
Turklāt iespiešanas procesā rodas mehāniskas slodzes, kas nepareizas lietošanas gadījumā var izraisīt bojājumus. Arī miniaturizācija salīdzinājumā ar lodēšanas tehnoloģiju ir daļēji ierobežota.
Turklāt iespiešanas procesā rodas mehāniskas slodzes, kas nepareizas lietošanas gadījumā var izraisīt bojājumus. Arī miniaturizācija salīdzinājumā ar lodēšanas tehnoloģiju ir daļēji ierobežota.
ATLASES KRITĒRIJI PRESĒŠANAS TEHNIKAI
Uzticams presēšanas savienojums balstās uz vairāku kvalitātes rādītāju optimālu mijiedarbību. Šajā kontekstā izšķiroša nozīme ir presēšanas zonas izstrādei, konkrētajai lietošanas jomai, drukātās shēmas īpašībām, kā arī apstrādes procesam.
Tikai tad, ja šie faktori ir savstarpēji saskaņoti, presēšanas tehnoloģija var pilnībā izmantot savu potenciālu un nodrošināt ilgstoši stabilu, mehāniski izturīgu un elektriski drošu savienojumu.
Tikai tad, ja šie faktori ir savstarpēji saskaņoti, presēšanas tehnoloģija var pilnībā izmantot savu potenciālu un nodrošināt ilgstoši stabilu, mehāniski izturīgu un elektriski drošu savienojumu.
I. Plašu izvēles kritēriji
Tabulā salīdzinātas dažādas iespiedshēmu virsmas, ņemot vērā slāņa biezumu un piemērotību iespiešanas tehnoloģijai.
| Virsmā | |||||
| Iemērkšana Sn | ENIG | Iemērkšana Ag | OSP | HAL bez svina | |
| Slāņa biezums | 0,8 līdz 0,2 µm | 5 µm Ni 0,1 µm Au | 0,1–0,2 µm | 0,1–0,5 µm | <5–50 µm |
| Piemērotība iespiešanas tehnoloģijai | ļoti laba | ierobežota* | ierobežota* | labi | ar ierobežojumiem* |
Iemērkšana alvā ir vispiemērotākā metode, OSP tiek novērtēta kā laba, savukārt ENIG, iemērkšana sudrabā un bezsvina HAL ir piemērotas tikai daļēji – atkarībā no lietojuma.
Turklāt ir parādītas tipiskas iestrādes zonas, kas parasti sastāv no alvas vai alvas sakausējumiem uz niķeļa slāņa. Kopumā šī brošūra skaidri parāda, ka virsmas izvēle būtiski ietekmē iespiešanas tehnoloģijas kvalitāti un uzticamību un tā ir jāizvēlas rūpīgi atkarībā no lietojuma.
Turklāt ir parādītas tipiskas iestrādes zonas, kas parasti sastāv no alvas vai alvas sakausējumiem uz niķeļa slāņa. Kopumā šī brošūra skaidri parāda, ka virsmas izvēle būtiski ietekmē iespiešanas tehnoloģijas kvalitāti un uzticamību un tā ir jāizvēlas rūpīgi atkarībā no lietojuma.
II. Iespiešanas zonas izvēles kritēriji
Iespiešanas zonā ir pieejami šādi virsmas pārklājumi: matēts alvas, alvas-svina, sudraba-alvas vai alvas-sudraba, kā arī indija pārklājumi, katrs uz niķeļa slāņa.
| Virsmas | ||
| 0,30–1,50 µm Sn matēts | virs | 1–3 µm Ni matēts |
| 0,30–1,50 µm SnPb 92/8–97/3 matēts | virs | 1–3 µm Ni matēts |
| 0,35–1,50 µm AgSn vai SnAg | virs | 1–3 µm Ni matēts |
| 0,30–1,50 µm In | virs | 1–3 µm Ni matēts |
Pareizai virsmai ir izšķiroša nozīme, lai nodrošinātu uzticamu presēšanas savienojumu. Tā ietekmē presēšanas spēkus un slodzes ietekmē tai jādeformējas plastiski, neizraisot bojājumus. Vienlaikus tā nodrošina stabilu elektrisko kontaktu, aizsargā pret koroziju un samazina pārejas pretestību. Turklāt piemērots pārklājums palīdz novērst bojājumus drukātajai platnei un nodrošina drošu, atkārtojamu procesu.
URBJU IZVEIDE
Lai nodrošinātu augstas kvalitātes presēto savienojumu, drukāto shēmu ražošanas procesā īpaša uzmanība jāpievērš urbuma diametram, gala cauruma diametram, vara uzmavas biezumam un drukātās shēmas virsmai.
Pareiza caurumu uzbūve ir izšķiroša, jo tā tieši ietekmē savienojuma mehānisko stabilitāti un elektriskās īpašības. Tikai tad, ja caurumu un uzmavu izmēri ir pareizi saskaņoti, rodas nepieciešamā presēšanas savienojuma spēka, kas nodrošina drošu fiksāciju un pastāvīgu kontaktu. Novirzes var izraisīt pārāk lielu presēšanas spēku, caurumu savienojumu bojājumus vai nepietiekamu kontaktu. Turklāt piemērota caurumu konfigurācija palīdz izlīdzināt ražošanas pielaides un nodrošināt nemainīgu procesa kvalitāti.
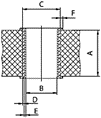
Turpmākā caurumu konfigurācija ir piemērs izpildes variantam.
Pareiza caurumu uzbūve ir izšķiroša, jo tā tieši ietekmē savienojuma mehānisko stabilitāti un elektriskās īpašības. Tikai tad, ja caurumu un uzmavu izmēri ir pareizi saskaņoti, rodas nepieciešamā presēšanas savienojuma spēka, kas nodrošina drošu fiksāciju un pastāvīgu kontaktu. Novirzes var izraisīt pārāk lielu presēšanas spēku, caurumu savienojumu bojājumus vai nepietiekamu kontaktu. Turklāt piemērota caurumu konfigurācija palīdz izlīdzināt ražošanas pielaides un nodrošināt nemainīgu procesa kvalitāti.
Turpmākā caurumu konfigurācija ir piemērs izpildes variantam.
| LP materiāls | FR4 | |
| Nominālais caurums | Ø 1,0 mm | |
| A | Plātnes biezums | min. 1,44 mm |
| B | Galējā caurums | Ø 1,0 +0,09 / -0,06 mm |
| C | Sākotnējais caurums | 1,15 ±0,025 mm |
| D | Cu slānis | min. 25 µm |
| E | Virsmā | ķīm. Sn slānis, 0,5 – 1,5 µm |
| F | Atlikuma gredzens | min. 0,1 mm |
APSTRĀDE
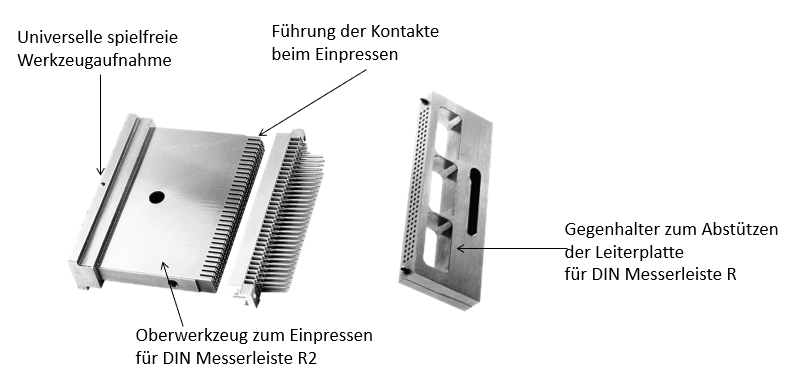
Lai nodrošinātu ilgstoši mehāniski un elektriski uzticamu savienojumu, izšķiroša nozīme ir kontrolētam iespiešanas procesam. Ir obligāti nepieciešams izmantot augšējo instrumentu, kā arī pretbalstu.
Augšējais instruments pārnes preses spēku uz kontaktu, savukārt pretbalsts atbalsta plašu un pasargā to no mehāniskām spriedzēm. Atkarībā no savienotāja tiek izmantoti plakanie vai ķemmveida instrumenti.
Ja instrumenti nav optimāli saskaņoti, uz plašu var iedarboties nevēlamas spēkas un sabojāt jau uzstādītās detaļas. Iespiešanas spēku pilnībā jāuzņem apakšinstrumentam.
Plātnes ar iespiestiem savienotājiem nedrīkst sildīt virs 125 °C.
Augšējais instruments pārnes preses spēku uz kontaktu, savukārt pretbalsts atbalsta plašu un pasargā to no mehāniskām spriedzēm. Atkarībā no savienotāja tiek izmantoti plakanie vai ķemmveida instrumenti.
Ja instrumenti nav optimāli saskaņoti, uz plašu var iedarboties nevēlamas spēkas un sabojāt jau uzstādītās detaļas. Iespiešanas spēku pilnībā jāuzņem apakšinstrumentam.
Plātnes ar iespiestiem savienotājiem nedrīkst sildīt virs 125 °C.
Secinājums
Iespiešanas tehnoloģija ir efektīva un perspektīva alternatīva klasiskajai lodēšanas tehnoloģijai. Tā pārliecina ar augstu procesa drošību, izcilu mehānisko stabilitāti un ilgtermiņā uzticamu elektrisko savienojumu – pat sarežģītos ekspluatācijas apstākļos.
Īpaši, ņemot vērā pieaugošo elektrifikāciju, augošo jaudas blīvumu un pieaugošās prasības attiecībā uz izturību un kalpošanas ilgumu, iespiešanas tehnoloģija piedāvā izšķirošas priekšrocības. Tomēr optimālas veiktspējas priekšnoteikums ir precīza presēšanas zonas, drukātās shēmas un apstrādes procesa mijiedarbība.
Būtisks veiksmes faktors šajā gadījumā ir optimāli izstrādātas presēšanas zonas izvēle. ept GmbH presēšanas zonas – jo īpaši Tcom press® tehnoloģija – izceļas ar ļoti labi kontrolējamu presēšanas procesu, nelielu slodzi uz drukāto shēmu un augstu procesa loga stabilitāti. Tādējādi tiek gan minimāli samazināti caurvadu bojājumi, gan nodrošināti ilgstoši stabili elektriskie kontakti. Turklāt ept presēšanas zonas ģeometrija ļauj nodrošināt uzticamu apstrādi pat pie stingrām pielaidēm un sarežģītām drukāto shēmu uzbūvēm.
Kā pieredzējis savienojumu tehnoloģiju speciālists, ept GmbH piedāvā individuāli pielāgotus risinājumus visās presēšanas tehnoloģijas jomās. Ar inovatīvām tehnoloģijām, piemēram, Tcom press® presēšanas zonu, plašu lietojumu zināšanu bāzi un augstu ražošanas kompetenci, ept palīdz saviem klientiem īstenot uzticamus un ekonomiskus savienojumu risinājumus sarežģītām lietojumprogrammām.
Īpaši, ņemot vērā pieaugošo elektrifikāciju, augošo jaudas blīvumu un pieaugošās prasības attiecībā uz izturību un kalpošanas ilgumu, iespiešanas tehnoloģija piedāvā izšķirošas priekšrocības. Tomēr optimālas veiktspējas priekšnoteikums ir precīza presēšanas zonas, drukātās shēmas un apstrādes procesa mijiedarbība.
Būtisks veiksmes faktors šajā gadījumā ir optimāli izstrādātas presēšanas zonas izvēle. ept GmbH presēšanas zonas – jo īpaši Tcom press® tehnoloģija – izceļas ar ļoti labi kontrolējamu presēšanas procesu, nelielu slodzi uz drukāto shēmu un augstu procesa loga stabilitāti. Tādējādi tiek gan minimāli samazināti caurvadu bojājumi, gan nodrošināti ilgstoši stabili elektriskie kontakti. Turklāt ept presēšanas zonas ģeometrija ļauj nodrošināt uzticamu apstrādi pat pie stingrām pielaidēm un sarežģītām drukāto shēmu uzbūvēm.
Kā pieredzējis savienojumu tehnoloģiju speciālists, ept GmbH piedāvā individuāli pielāgotus risinājumus visās presēšanas tehnoloģijas jomās. Ar inovatīvām tehnoloģijām, piemēram, Tcom press® presēšanas zonu, plašu lietojumu zināšanu bāzi un augstu ražošanas kompetenci, ept palīdz saviem klientiem īstenot uzticamus un ekonomiskus savienojumu risinājumus sarežģītām lietojumprogrammām.